POSTE DE MARQUAGE
Mise en situation
A la fin du cycle de fabrication en grande série d’une pièce en aluminium, on procède à son marquage par poinçonnage.
Le poinçon, portant les informations de repérage de la pièce, est monté sur un support animé d’un mouvement de translation horizontal,
à l’aide d’un électroaimant.
Hypothèses et données
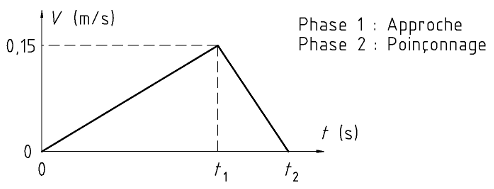
- Graphique des vitesses :
- Bilan des actions mécaniques s'exerçant sur la partie mobile :
- Poids de la partie mobile : Négligeable.
- Action exercée par l'électroaimant : Force horizontale de norme Fe = 5 N.
- Frottements dans le guidage du poinçon : Force horizontale de norme Fr = 2 N.
- Action du poinçonnage lors de la phase 2 : Force horizontale de norme Fp = 15 N.
- Masse de la partie mobile : m = 600 g.
Etude demandée
- Pour la phase d'approche, appliquer le théorème de la résultante dynamique
et calculer l'accélération ∂1 du poinçon.
- En déduire l'instant t1, à la fin de la phase d'approche et au début de la phase de poinçonnage.
- Déterminer la course c1 du poinçon durant cette phase d'approche.
- Pour la phase de poinçonnage, appliquer le théorème de la résultante dynamique
et calculer l'accélération ∂2 du poinçon.
- En déduire l'instant t2, à la fin de la phase de poinçonnage.
- Déterminer la profondeur c2 de l'empreinte laissée par le poinçon.
- En déduire la course totale c = c1 + c2 du poinçon.